| ЦчТі | №«Лѕ | ІъЖ·Ул·юОс | БЄПµОТГЗ |
|
 |
|
 |
| ЦчТі | №«Лѕ | ІъЖ·Ул·юОс | БЄПµОТГЗ |
|
|
|
|
|
ЎЎ
|
ёРУ¦ВЇУГДН»рІДБП 1 ёРУ¦ВЇЫбЫцµД·ЦАај°¶ФДН»рІДБПµДЦКБїТЄЗу 1.1
ёРУ¦ВЇЫбЫцµД·ЦАа
ЫбЫцКЗёРУ¦ВЇµДЦШТЄЧйіЙІї·ЦЎЈЛьіэБЛУГУЪКўЧ°ёЦТєЅшРРТ±Б¶Ц®НвЈ¬»№ЖрЧЕѕшИИЎўѕшФµєНґ«µЭДЬБїµДЧчУГЎЈЫбЫцУГДН»рІДБПµДІДЦКіэВъЧгТ±ЅрТЄЗуТФНвЈ¬»№±ШРлѕЯУРТ»¶ЁµДµзЖшМШРФЎЈёРУ¦Т±Б¶К№УГµДЫбЫц°ґЖдІДЦКєНЦЖЧч·Ѕ·ЁЅшРР·ЦАаЎЈ 1.1.1
ЫбЫц°ґІДЦК·ЦАа
°ґЦЖЧчЫбЫцµДДН»рІДБП»ЇС§РФЦКїЙ·ЦОЄјоРФЫбЫцЎўЛбРФЫбЫцєНЦРРФЫбЫцИэЦЦЎЈХвИэЦЦЫбЫц·Ц±рУГУЪІ»Н¬µДДїµДЎЈ
1.1.1.1јоРФЫбЫц
јоРФЫбЫцКЗУГјоРФДН»рІДБПСх»ЇОпЦЖЧчµДЫбЫцЎЈУГУЪЦЖЧчјоРФЫбЫцµДСх»ЇОпОЄ
CaOЎўMgOЎўZrO2єНBeOµИЎЈЖдЦРЈ¬іэMgOґуБїК№УГНвЈ¬ЖдЛыСх»ЇОпТтіЙ±ѕёЯµИФТтЈ¬Ц»ПЮУЪЦЖЧч№©КФСйУГµДРЎЫбЫцЎЈјоРФЫбЫцїЙУГУЪТ±Б¶ёчЦЦёЦУлєПЅрЈ¬КЗУ¦УГЧо№г·єµДЫбЫцЎЈДїЗ°Ј¬ЧоґуµДјоРФЫбЫцµДИЭБїОЄ32¶ЦЎЈ 1.1.1.2ЛбРФЫбЫц
ЛбРФЫбЫцКЗУГЛбРФСх»ЇОпЦЖЧчµДЫбЫцЎЈУГУЪЦЖЧчЛбРФЫбЫцµДСх»ЇОпЦчТЄОЄSiO2ЎЈјёєхЛщУРµДЛбРФЫбЫц¶јКЗТФSiO2ОЄЦчµДДН»рІДБПЦЖЧчµДЈ¬МШ±рККУГУЪ5~30¶ЦИЭБїµДґуРНёРУ¦ВЇЎЈИзИЫБ¶ЦэМъИ«ІїІЙУГЛбРФЫбЫцЎЈ 1.1.1.3
ЦРРФЫбЫц ЦРРФЫбЫцКЗТФЦРРФСх»ЇОп»тёґєП»ЇєПОпИзAl2O3ЎўMgOЎ¤Al2O3ЎўZrO2Ў¤SiO2µИЦЖіЙµДЫбЫцЈ»УГКЇД«ЦЖіЙµДЫбЫцТІКфУЪґЛАаЎЈУ¦УГЅП¶аµДЦРРФЫбЫцКЗAl2O3єНMgOЎ¤Al2O3µИ»ЇєПОпЦЖіЙµДЈ¬¶аУГУЪТ±Б¶ёЯєПЅрёЦєНєПЅрµИЎЈ 1.1.2ЫбЫц°ґЦЖЧч·Ѕ·Ё·ЦАа 1.1.2.1ВЇНвіЙРНФ¤ЦЖЫбЫц
ХвЦЦЫбЫцµДіЙРНєНєжёЙѕщФЪВЇНвЅшРРЎЈЅ«Й°БПЧ°ИлДЈѕЯДЪІїјУС№ЦЖіЙЎЈХвЦЦ·Ѕ·ЁЦ»ДЬЙъІъРЎИЭБїЫбЫцЈ¬ДїЗ°ВЇНвіЙРН·ЁїЙТФЙъІъИЭБїФЪ200№«ЅпТФПВµДЫбЫцЎЈХвЦЦЫбЫцКЎБПЎўёь»»·Ѕ±гЈ¬ККУГУЪКµСйКТК№УГЎЈ 1.1.2.2
ВЇДЪіЙРНЫбЫц
ВЇДЪіЙРНЫбЫцКЗАыУГКЦ№¤»т»ъРµµД·Ѕ·ЁФЪВЇДЪґтЅбЦЖЧчµДЎЈДїЗ°Ј¬100№«ЅпЦБјёК®¶ЦИЭБїµДЫбЫц¶аКфґЛАаЎЈ 1.1.2.3
ЖцЦюКЅЫбЫц
АыУГМШЦЖµДДН»рЧ©єНМоБПЈ¬ФЪВЇДЪЖцЦюіЙѕЯУРТ»¶ЁИЭБїµДЫбЫцјґОЄЖцЦюКЅЫбЫцЎЈХвЦЦЖцЦюКЅЫбЫцЦЖЧч·Ѕ±гЎўКЎБПЈ¬ККєПУЪґуРНЫбЫцЎЈДїЗ°Ј¬УГУЪБ¶ёЦµДЧоґуёРУ¦ВЇЈЁ60TЈ©ІЙУГµДКЗЖцЦюКЅЛбРФЫбЫцЎЈ 1.2ЫбЫцµДЦКБїТЄЗу 1.2.1
ДН»р¶И
ЫбЫцЦЖЖ·У¦ѕЯУРёЯµДДН»р¶ИЈ¬±ЬГвФЪЫбЫцІДЦКДЪІї№эФзіцПЦТєПаЈ¬К№ЫбЫцИЫЛрЈ¬ЅµµНБЛЫбЫцµДЧоёЯФКРн№¤ЧчОВ¶ИЎЈТ»°г¶шСФЈ¬Б¶ёЦУГЫбЫцµДДН»р¶ИОЄ1700ЎжЈ¬Т±Б¶Дш»щєПЅрК±ОЄ1600ЎжЈ¬ИЫБ¶ЦэМъКЗОЄ1500ЎжЎЈіЈУГЫбЫцІДБПµДФКРнЧоёЯ№¤ЧчОВ¶ИИз±н1-1ЎЈ ±н1-1
іЈУГЫбЫцІДБПµДФКРнЧоёЯ№¤ЧчОВ¶ИЎж
1.2.2
Оп»ЇОИ¶ЁРФ
ТЄЗуУГУЪЦЖЧчЫбЫцµДДН»рІДБПЈ¬±ШРлѕЯ±ёУЕБјµДДНОп»Ї·ґУ¦РФЎЈ 1.2.3
ї№ВЇФьµД»ЇС§ЗЦКґ ЫбЫцІДБПµДјо¶ИЛ®ЖЅєНВЇФьЧйіЙµДјо¶ИІоФЅґуЈ¬ЫбЫцѕНФЅИЭТЧ±»ЗЦКґЎЈґу¶аКэЫбЫцµДЛ𻵶јУл»ЇС§ЗЦКґУР№ШЎЈДїЗ°Ј¬Ц»ДЬНЁ№эµчХыВЇФьµДБч¶ЇРФАґјУТФїШЦЖЎЈ 1.2.4
ї№ёЦТєµД»ЇС§ЗЦКґ
ёЦТєЦРµДФЄЛШИзCЎўAlЎўTiЎўBЎўReµИФЪёЯОВєНХжїХµДЧчУГПВѕщ»бУлЫбЫцІДБП·ўЙъП໥·ґУ¦Ј¬К№ЫбЫцФвµЅЗЦКґЎЈДН»рІДБПФЪХжїХПВµДОИ¶ЁРФУлЖдІДЦКґї¶ИУРєЬґу№ШПµЈ¬ґї¶ИФЅёЯЈ¬ЦШБїЛрК§ФЅРЎЎЈ 1.2.5
ИИХрОИ¶ЁРФ ЫбЫцФЪК№УГ№эіМЦРЈ¬ЦЬЖЪµШѕКЬјУИИєНАдИґµДЧчУГЈ¬ЛжЦ®¶шІъЙъМе»эЕтХНєНКХЛхЎЈХвК±ЫбЫцДЪІїПаУ¦µШ·ўЙъї№С№У¦Б¦Ј¬ФЪУ¦Б¦µД·ґёґЧчУГПВ»бµјЦВІъЙъБСОЖЎЈБСОЖ·ўХ№ПВИҐЅ«К№ЫбЫцЖЖ»µЎЈ У°ПмЫбЫцЦЖЖ·ДНј±Адј±ИИµДТтЛШУРЫбЫцЙ°БПµДЕд±ИЎўґтЅбµДЦВГЬіМ¶ИЎЈДН»рІДБПµДЕтХНПµКэµИЎЈОЄБЛСУі¤ЫбЫцµДКЩГьЈ¬ТЄЗуЫбЫцЦЖЖ·ѕЯУРБјєГµДИИХрОИ¶ЁРФЎЈ 1.2.6
ёЯОВЗї¶И
Т±Б¶№эіМЦРЫбЫц±ѕЙніРКЬЧЕёчЦЦБ¦µДЧчУГЈ¬ЖдЦР°ьАЁЈєВЇБП¶ФЫбЫцµДіе»чБ¦Ј¬ёЦТєµДѕІС№Б¦Ј¬µзґЕЅБ°иФЛ¶ЇК±µДЧчУГБ¦ТФј°ЫбЫцДЪНвОВІоУ¦Б¦Ј¬ј±Адј±ИИ±д»ЇІъЙъµДДЪІїУ¦Б¦µИЎЈУЙУЪХвР©Б¦µДЧчУГѕНТЄЗуЫбЫцФЪёЯОВєНКТОВК±±ШРлѕЯУРТ»¶ЁµДЗї¶ИЈ¬ТФ·АЦ№їЄБСЎЈЫбЫцµДёЯОВЗї¶ИєНДН»рІДБПµДЦЦАаЈ¬іЙРНС№Б¦Ј¬ЙսṤТХЈ¬Й°БПБЈ¶ИЕд±ИµИТтЛШУР№ШЎЈТтґЛЈ¬±ШРлґУёч·ЅГжІЙИЎґлК©АґФцјУЫбЫцµДёЯОВЗї¶ИЈ¬ТФ±ЈЦ¤ЫбЫцµДХэіЈК№УГЎЈ 1.2.7
ѕшФµРФДЬ
УЙУЪёЦТєУлёРУ¦И¦Ц®јд±ЈіЦТ»¶ЁµДµзС№ІоЈЁНЁіЈОЄјёК®·ьµЅКэ°Щ·ьЈ©Ј¬ОЄґЛЈ¬ЫбЫцІДБПРлУРТ»¶ЁµДѕшФµРФДЬЈ¬ТФГв±»»чґ©ЎЈµ«КЗЈ¬ЫбЫцІДБПµДѕшФµµзЧиУЦІ»ДЬМ«ґуЈ¬·сФт»бУ°ПмВЇЧУµДµзР§ВКЎЈТтОЄґЕБ¦ПЯНЁ№эЫбЫц±ЪК±Ѕ«УРТ»Ії·ЦґЕДЬЛрК§Ј¬ЫбЫц±ЪµДµзЧиФЅРЎЈ¬ґЕБ¦ПЯНЁ№эК±ЛрК§ФЅРЎЎЈТтґЛЈ¬ФЪ±ЈЦ¤ѕшФµµДЗ°МбПВЫбЫцІДБПµД±ИµзЧиВКУ¦ѕЎБїРЎТ»Р©Ј¬К№ЛьјИ±ЈЦ¤ѕшФµРФУЦВъЧгМбёЯµзР§ВКµДТЄЗуЎЈ
іЈУГЫбЫцІДБПµД±ИµзЧиВКЛжОВ¶ИЙэёЯ¶шПВЅµЎЈФЪБ¶ёЦОВ¶И·¶О§±ИµзЧиВКЦµОЄ102~104Е·Д·.АеГЧЎЈЫбЫцІДБПµДґї¶И¶ФѕшФµРФєН±ИµзЧиВКµДУ°ПмЧоГчПФЎЈЖдЦРМъґЕРФОпЦКИзFe3O4,Fe2O3µИДЬГчПФµДЅµµНѕшФµРФєН±ИµзЧиВКЎЈЖдЛыДЬРОіЙµНИЫµг»ЇєПОпµДіЙ·ЦТІЖрЧЕПаН¬µДЧчУГЎЈОЄБЛИ·±ЈЫбЫцФЪёЯОВПВ°ІИ«№¤ЧчЈ¬¶ФѕшФµРФДЬµДТЄЗуУ¦·ЕФЪКЧО»Ј¬µзР§ВКїЙТФНЁ№эµчХыЫбЫц±ЪµДєс¶ИАґґпµЅФ¤ЖЪµДР§№ыЎЈТтґЛЈ¬ФЪКµјКСЎФсЫбЫцІДБПК±Ј¬ТЄЗуЖдґї¶ИѕЎїЙДЬёЯТ»Р©Ј¬ТФ±ЈЦ¤ёЯОВПВЫбЫцѕЯУРБјєГµДѕшФµРФДЬЎЈ 1.2.8
µјИИРФ Т±Б¶№эіМЫбЫцДЪНвЦ®јдµДОВІоєЬґуЈ¬ЧоґуКЗїЙґп1400~1600ЎжЎЈНЁ№эИИЖЅєвјЖЛгґуФјУР10~15%µДИИБїКЗУЙЫбЫц±ЪПтНвЙўК§µДЈ¬јхЙЩХвІї·ЦИИЛрК§їЙТФМбёЯµзЧиВКЎЈТтґЛ
Ј¬ТЄЗуЫбЫцІДБПµДѕшФµРФДЬёЯЈ¬јґЫбЫцІДБПµДµјИИПµКэУ¦µ±µНЎЈіЈУГµДЫбЫцІДБПЈ¬ФЪТ±Б¶ОВ¶ИПВЖдµјИИПµКэФјОЄ1~2З§їЁ/ГЧ.РЎК±.
ЎжЎЈµјИИПµКэМ«ґуµДДН»рІДБПУЙУЪµјИИЛрК§ґуЈ¬І»ТЛЧчОЄЫбЫцІДБПЎЈ 1.2.9ОЮОЫИѕЎўОЮ№«є¦єНµНіЙ±ѕ ЫбЫцІДБПФЪёЯОВєНёЯХжїХµДЧчУГПВЈ¬»бІъЙъ»У·ўЈ¬»У·ўОпУ¦І»ОЫИѕ»·ѕіЈ¬¶ФИЛМеЅЎїµОЮє¦ЎЈУРР©ЫбЫцІДБПЈ¬ИзСх»ЇолФЪК№УГК±»бІъЙъУР°ЅЎїµµДє¬ол·Ыіѕ»толХфЖшЎЈУРК±УРµДДН»рІДБП»бє¬УР·ЕЙдРФФЄЛШЈ¬ОЫИѕ»·ѕієНУ°ПмЅЎїµЎЈ ЫбЫцКЗПыєДЖ·Ј¬ФЪЙъІъіЙ±ѕЦРУРТ»¶ЁµД±ИАэЎЈФЪСЎФс№©ЙъІъУГµДЫбЫцІДБПК±Ј¬±ШРлСЎФсјИ·ыєПЦКБїТЄЗуУЦ±гТЛµДДН»рІДБПЎЈ 2
ЫбЫцµДіЙРН
ЫбЫцµДіЙРН·Ѕ·ЁУРПВКцјёЦЦЎЈ 2.1
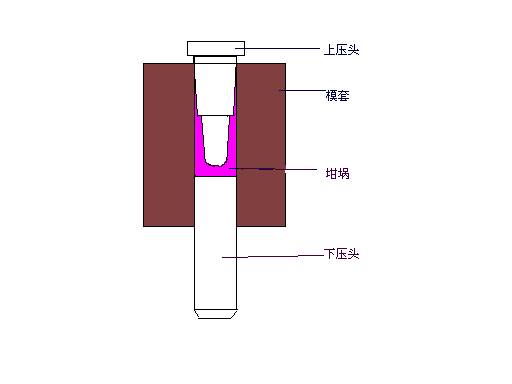
ВЇНвС№Б¦іЙРН·Ё °СЕдєГµДЙ°БПјУИлДЈѕЯЦРЈ¬јУС№єуЦЖіЙЫбЫцЎЈНј2~1±нКѕВЇНвС№Б¦іЙРН·ЁµДКѕТвНјЎЈ
Нј2Ў«1ЫбЫцВЇНвС№Б¦іЙРН·Ё ВЇНвС№Б¦іЙРНєуµДЫбЫцЈ¬їЙТФЦ±ЅУѕ№эёЙФпєуК№УГЎЈЫбЫціЙРНКЗУГёчЦЦС№Б¦»ъАґНкіЙµДЎЈВЇНвіЙРНЫбЫцµД°ІЧ°·Ѕ·ЁИзНј2~2ЛщКѕЎЈ
°ІЧ°ЫбЫцЦ®З°Ј¬ПИФЪёРУ¦ЖчДЪЖМіДТ»ІгКЇГЮІј»тІЈБ§ПЛО¬ІјЎЈИ»єуЈ¬ФЪµЧІї·ЕИлМоБПЈ¬МоБПїЙТФК№УГ·ПѕЙµДЙ°БПЈ»І»јУЛ®·ЦЈ¬І»У¦є¬УРМъґЕРФОпЦКЈ¬УГёЦЗҐЅ«µЧІїµ·ґтЅбКµТФєуЈ¬ФЩ·ЕИлЫбЫцЎЈ
Нј2Ў«2
ВЇНвіЙРНЫбЫцµД°ІЧ°·Ѕ·Ё 2.2
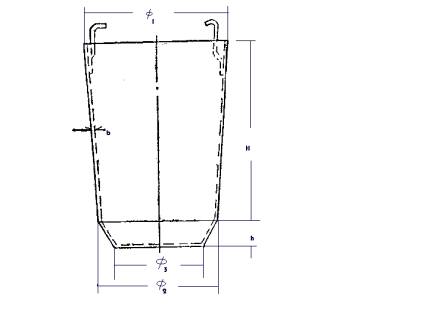
ВЇДЪИЛ№¤ґтЅбіЙРН·Ё ВЇДЪИЛ№¤ґтЅбіЙРН·ЁЦчТЄУ¦УГУЪЦЖЧчИЭБї1¶ЦТФПВµДЫбЫцЎЈ 2.2.1ґтЅбЫбЫцЗ°µДЧј±ё№¤Чч ґтЅбЗ°У¦ЧцєГЙ°БПµДЕдЦЖЎўёРУ¦ЖчµДЗеАнєНјмІйЎўЫбЫцРНРѕµДЧј±ёТФј°ґтЅбУГ№¤ѕЯµДЧј±ё№¤ЧчЎЈ 2.2.1.1ЫбЫцЙ°БПµДЧј±ё ґтЅбУГЙ°БП°ґ№ж¶ЁµДБЈ¶ИЕдЦЖЈ¬ІўУлМнјУјБ»мєПѕщФИЎЈИз№ыІЙУГКЄ·ЁґтЅбК±Ј¬їЙјУИл1~2%µДЛ®·ЦЈ¬°иєПѕщФИєу·ЕЦГ1~2РЎК±ФЩУГЎЈёЙ·ЁґтЅбК±Й°БПУ¦ЖЅЖМЈ¬І»ТЛ¶С·ЕЈ¬ТФГвіцПЦґЦПёїЕБЈ·ЦІгЎЈ¶ФУЪ№¤ЧчµзС№ЅПёЯµДёЯЖµёРУ¦ВЇЫбЫцУГЙ°БПЈ¬ФЪ°иБПЗ°»№ТЄЧРПёµШЅшРРґЕСЎЈ¬ТФЗеіэМъґЕРФОпЦКЎЈЦРЖµёРУ¦ВЇУГЙ°БПТІїЙККµ±ЅшРРґЕСЎЎЈ ОЄБЛµГµЅЦВГЬОИ¶ЁµДЫбЫцЈ¬ГїЦ»ЫбЫцґтЅбУГЙ°БПµДЦШБї±ШРл№М¶ЁЎЈµ±ґтЅбєуКЈУРУаБПК±±нГчЦВГЬРФІоЈ»ОЮУаБПК±ХэєПККЈ»Й°БПІ»№»К±±нГч№эУЪЦВГЬЎЈТтґЛЈ¬НЁ№э¶ФґтЅбУГЙ°БПµДЦШБїїШЦЖЈ¬їЙТФјмСйЛщґтЅбЦ®ЫбЫцµДЦВГЬіМ¶ИЎЈ 2.2.1.2ёРУ¦ЖчµДЧј±ё КЧПИјмІйёРУ¦ЖчУРОЮВ©Л®ЎўЙшЛ®єНѕшФµЖбІгЖЖ»µґ¦Ј¬Из·ўПЦУРОКМвУ¦Бўјґґ¦АнЎЈИ»єуЈ¬јмІйЅф№МЗйїцКЗ·сАО№МЎЈЛжєуФЪёРУ¦ЖчµДДЪІаЖМТФІЈБ§ПЛО¬ІјНІєНКЇГЮІјНІЈ¬К№ёРУ¦ЖчУлёЯОВµДЫбЫцЦ®јдУРТ»¶ЁµДѕшФµРФДЬЎЈЛбРФЫбЫцІДБПФЪёЯОВПВ±ИјоРФЫбЫцµД±ИµзЧиЦµРЎЈ¬ТтґЛТЄЗуЅПёЯµДѕшФµРФДЬЈ¬ФЪЖМіДІЈБ§ПЛО¬ІјК±ЛбРФЫбЫцУ¦¶аЖМ1~2ІгЈ¬±ШТЄК±»№РиТЄФцјУ1~2ІгФЖДёѕшФµЦЅЎЈ 2.2.1.3ЫбЫцРНРѕµДЧј±ё РНРѕКЗУГАґїШЦЖЫбЫцРОЧґєНИЭ»эµДМҐѕЯЎЈЛжЛщУГµДЙХЅб·Ѕ·ЁІ»Н¬Ј¬РНРѕµДЅб№№єНРОКЅТІІ»ПаН¬ЎЈµНОВЙХЅбК±К№УГУЙёЦ°е»т±ЎМъ°ејУ№¤ЦЖіЙµДёЦ°еРНРѕЈ¬ЖдРОЧґєНіЯґзИзНј2-3єН±н2-1ЎЈ
Нј2-3
ёЦ°еРНРѕ ±н2-1 ёЦ°еРНРѕіЯґз
ёЯОВЙХЅбК±Ј¬К№УГКЇД«ЦЖіЙµДРНРѕЈ¬ЖдіЯґзИзНј2-4єН±н2-2ЛщКѕЎЈ
Нј2-4
КЇД«РНРѕіЯґз РНРѕФЪК№УГЗ°Ј¬У¦ФЪЖд±нГж°ьёІІЭ°еЦЅЈ¬ТФ±гУЪЙХЅбєуИЎіцРНРѕЎЈ ±н2-2КЇД«РНРѕіЯґз
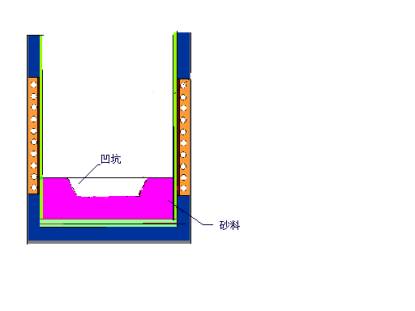
2.2.1.4ґтЅбУГ№¤ѕЯ ИЛ№¤ґтЅбУГ№¤ѕЯІЙУГЦ±ѕ¶ОЄ12~14єБГЧµДјвН·ёЦЗҐЈ¬Жді¤¶ИУЙЫбЫцИЭБї¶ш¶ЁЎЈјвН·ёЦЗҐ¶ФЙ°БПІъЙъµДС№Зї±ИЖЅН·ґёТЄґуµГ¶аЎЈИЛ№¤ґтЅбТІїЙТФІЙУГ·зёдАґµ·ґтЙ°БПЈ¬ХвК±Ј¬ёЦЗҐµДЦ±ѕ¶їЙТФґуТ»Р©Ј¬Н·ІїјвН·їЙЙФ¶ЫТ»Р©ЎЈК№УГµДС№ЛхїХЖшЖшФґµДС№ЗїУ¦ґуУЪ5№«Ѕп/ЖЅ·ЅАеГЧЎЈ 2.2.2ЫбЫцµДґтЅб ЫбЫцґтЅбК±Ј¬°ґВЇµЧЎўЫбЫц±ЪЎўВЇїЪИэёцІїО»ЛіРтґтЅбЎЈ 2.2.2.1ВЇµЧµДґтЅб ЫбЫцµЧІїіРКЬЧЕИ«ІїёЦТєµДѕІС№Б¦Ј¬УИЖдКЗЫбЫцµЧєНЫбЫц±ЪµДЅ»ЅзЧЄЅЗґ¦КЗХыёцЫбЫцµДЧо±ЎИх»·ЅЪЈ¬ТЄЗуУРЅПёЯµДґтЅбЦКБїЎЈµ«КЗЈ¬УЙУЪґЛґ¦ЫбЫцЙ°БПєс¶И±д»ЇґуЈ¬ЙўИИМхјюІ»Н¬Ј¬ґтЅбК±І»ТЧѕщФИµ·ЦЖЈ¬ЛщТФЈ¬ЧЄЅЗґ¦ИЭТЧІъЙъЙХЅбБСОЖµјЦВВ©ёЦЎЈОЄБЛМбёЯёГґ¦µДµ·ґтЦКБїЈ¬ФЪґтЅбґЛґ¦К±їЙІЙУГИзНј2-5ЛщКѕµД·Ѕ·ЁЅшРРµ·ґтЎЈ
Нј2-5 ЫбЫцµЧІїµДґтЅб·Ѕ·Ё
ѕЯМе·Ѕ·ЁИзПВЈєКЧПИ·ЦЕъјУИлЙ°БПЅшРРґтЅбЈ¬ґэУІЙ°ІгЙПЙэµЅ°јїУТФЙПК±Ј¬ИЎіц±нІгµДЛЙЙўЙ°БПЈ¬ФЪУІЙ°ІгЦРНЪіцєНРНРѕµЧІїРОЧґОЗєПµД°јїУЈ¬И»єу°СРНРѕ·ЕИлЈ¬¶ФЧјЦРРДєу№М¶ЁРНРѕїЄКјґтЅбЫбЫц±ЪЎЈВЇµЧґтЅбјУБПґОКэОЄ4~5ґОЈ¬ГїґОґтЅбК±јдОЄ10~30·ЦЦУЈЁЫбЫцИЭБїФЅґуЈ¬ґтЅбК±јдФЅі¤Ј©ЎЈ°јїУµДµЧІїО»ЦГКЗ·ЗіЈ№ШјьµДЈ¬НЁіЈУ¦ґ¦ФЪґУПВГжµЪ¶юИ¦µДЙПГжЎЈХвСщЈ¬їЙТФ±ЈЦ¤ЫбЫцµЧІїОВ¶ИІ»»бЖ«µНЈ¬·АЦ№ВЇµЧіцПЦДэёЦПЦПуЎЈ 2.2.2.2ЫбЫц±ЪµДґтЅб
ВЇµЧУлВЇїЪјдµДІїО»ЅРЧцЫбЫц±ЪЈ¬КЗЫбЫцµДЦчТЄ№¤ЧчІїО»ЎЈЛьіРКЬЧЕёЦТєѕІС№Б¦ЎўіеЛўБ¦ЎўДЪНвОВІоУ¦Б¦ТФј°ёЦТєµД»ЇС§ЗЦКґЧчУГµИЎЈЛщТФЈ¬ТЄЗуЫбЫц±ЪґтЅбµГѕщФИЎўЦВГЬЈ¬ХвСщЈ¬ЙХЅбєуІЕїЙµГµЅУЕБјµД№¤ЧчГжЈ¬ѕЯУРЅПёЯµДК№УГКЩГьЎЈ
НЁіЈФЪґтЅбЫбЫц±ЪК±Ј¬Й°БПУ¦·Ц10~15ґОјУИлЈ¬ГїґОґтЅбК±јдУ¦Т»¶ЁЈ¬Т»°гФЪ10~20·ЦЦУЦ®јдЎЈГїґОјУИлЙ°БПЗ°У¦јмІйУРОЮТмОпВдИлЎЈёЙ·ЁґтЅбК±»№ТЄПИјУИлЙЩБїПё·ЫЙ°БПЈ¬ТФГвіцПЦ·ЦІгЎЈКЄ·ЁґтЅбК±Ј¬ГїґОјУБПЗ°У¦УГёЦЗҐ»®ЛЙ±нІгЈ¬ТФГвІгґОјдБ¬ЅУІ»АОІъЙъєбПтЙХЅбБСОЖЎЈґтЅб№эіМУ¦ѕіЈјмІйРНРѕО»ЦГКЗ·сХэЦРЈ¬ТФГвРНРѕНбР±К№ЫбЫц±Ъєс±ЎІ»ѕщЈ¬ЅµµНК№УГКЩГьЎЈµ±УІЙ°ІгґпµЅФьПЯТФЙПЈ¬јґґУЙПГжКэµЪ2~3ёРУ¦И¦О»ЦГК±Ј¬јґЧЄИлВЇїЪµДґтЅбІЩЧчЎЈ 2.2.2.3ВЇїЪµДґтЅбєНЖцЦю
ФьПЯЦБіцёЦїЪЦ®јдµДІїО»іЖОЄВЇїЪЎЈЛьґ¦УЪёРУ¦ПЯИ¦ТФЙПЈ¬ёЦТєОЮ·ЁґпµЅЈ¬І»ДЬЅшРРёЯОВјУИИЎЈТтґЛЈ¬ВЇїЪЗшІ»ТЧЙХЅбЎЈґЛґ¦ЛдИ»КЬБ¦ЅПРЎЈ¬µ«КЗЖдЙХЅбЦКБїІ»єГЈ¬»бФЪЙХЅЅЧўК±ІъЙъВдЙ°Ј¬ЛжёЦБчЅшИлёЦ¶§»тЦэјюРОіЙјРФьЎЈОЄБЛµГµЅЅбКµµДЙХЅбВЇїЪЈ¬±ШРлФЪЙ°БПЦРФцјУПё·ЫБПµД±ИАэЈ¬»тМнјУККБїµДХіНБЎўЛ®ІЈБ§µИЈ¬ТФµГµЅЅПЅбКµµДЙХЅбВЇїЪЎЈ
ґуРНёРУ¦ВЇµДВЇїЪКЗУГЧЁГЕДН»рІДБПЖцЦю¶шіЙЈ¬ХвЦЦУГТмРОЧ©ЖцЦюµДВЇїЪїЙТФИ·±ЈЅЅЧў№эіМІ»»бІъЙъВдЙ°Ј¬¶ФТ±Б¶ЦКБїµДМбёЯУРєЬґуµДєГґ¦ЎЈВЇїЪЖцЦюНк±ПєуЈ¬ЫбЫцґтЅбјґёжНкіЙЎЈ 2.3ЫбЫцµДХс¶ЇіЙРН·Ё
Хс¶ЇіЙРН·ЁКЗВЇДЪіЙРН·ЁЦРµДТ»ЦЦЈ¬ґуИЭБїёРУ¦ВЇЫбЫцИфІЙУГИЛ№¤ґтЅбіЙРНЈ¬ЦКБїІ»ИЭТЧµГµЅ±ЈЦ¤Ј¬±ШРлІЙУГЖдЛы·Ѕ·ЁАґЦЖЧчЎЈХс¶ЇіЙРН·ЁКЗЧоіЈУГµДТ»ЦЦ·Ѕ·ЁЎЈЛщУГЙи±ёОЄХс¶ЇЦюВЇ»ъЎЈХс¶ЇЦюВЇ»ъµДРОКЅєЬ¶аЈ¬ИзёЯЛЩХс¶ЇЦюВЇ»ъЈ¬ХвЦЦХс¶ЇЦюВЇ»ъУЙИэІї·ЦЧйіЙЈєЖш¶ЇХс¶Ї»ъЎўВЇµЧХс¶Ї»ъЎўВЇ±ЪХс¶ЇЖчЈЁЦюВЇ»ъЈ©ЎЈВЇ±ЪХс¶Ї»ъИзНј3-14ЎЈ
Хс¶ЇЦюВЇ»ъµДЧчУГФАнКЗЈ¬НЁ№эС№ЛхїХЖшЗэ¶ЇµДїХЖшВнґпЈЁХс¶Ї»ъЈ©Ј¬ІъЙъГїГл13000ґОµДХс¶ЇЧчОЄХс¶ЇФґЎЈХс¶Ї»ъїЙТФІъЙъ3~5№«Ѕп/ЖЅ·ЅАеГЧХс¶ЇБ¦Ј¬НЁ№эВЇµЧХс¶ЇїйєНВЇ±ЪХс¶ЇЖч°СХс¶ЇБ¦ґ«µЭёшЙ°БПЈ¬ІўК№Й°БПґпµЅёЯµДМоідГЬ¶ИЎЈ
Жш¶ЇХс¶Ї»ъК№УГµДС№ЛхїХЖшµДС№ЗїУ¦ґуУЪ5№«Ѕп/ЖЅ·ЅАеГЧЈ¬Хс¶ЇБ¦µДґуРЎУЙС№ЛхїХЖшµДБчБї¶ш¶ЁЎЈІ»Н¬ИЭБї·¶О§µДЫбЫцУ¦СЎФсПаУ¦РНєЕµДХс¶Ї»ъЎЈЖш¶ЇХс¶Ї»ъїЙТФІрЧ°Ј¬ёщѕЭЦюВЇ№¤ТХїЙ°ІЧ°ФЪВЇµЧХс¶ЇїйЙПЈ¬ТІїЙТФ°ІЧ°ФЪВЇ±ЪХс¶ЇЖчЙПЈ¬·Ц±рЧчОЄЦЖЧчВЇµЧєНВЇ±ЪК±µДХс¶ЇФґЎЈ
ВЇµЧХс¶ЇїйКЗ№©ЦЖЧчЫбЫцµЧІїТФПВІїО»К№УГµДЈ¬ЛьКЗУГЦэМъ»тЦэёЦЦЖіЙНвѕ¶ВФРЎУЪёРУ¦ЖчДЪѕ¶µДФІРОЦШїйЈ¬ЖдЙПУРЖрЦШµх»·єНХс¶Ї»ъ°І·ЕЧщЎЈЦЖЧчЫбЫцµЧІїК±Ј¬Ѕ«Й°БПЧ°ИлєуЈ¬Ѕ«Хс¶ЇїйЖЅ·ЕФЪЙ°БПЙПЈ¬ЅУНЁС№ЛхїХЖшФґК№Хс¶Ї»ъЖф¶ЇЈ¬ѕ№эТ»¶ЁК±јдєуЈ¬Й°БПМоідГЬКµНЈЦ№Хс¶ЇЈ¬ИЎіцВЇµЧХс¶ЇїйЈ¬ЧЄИлЦЖЧчЫбЫц±ЪЎЈ
ВЇ±ЪХс¶ЇЖчУЙЗ§Ѕп¶ҐЎўКЦ¶ЇУНС№±ГЎўЛДёцДѕЦКЦ§іЕїйЧйіЙЎЈВЇ±ЪХс¶ЇЖчµД№¤ЧчИзНј2-6ЛщКѕЎЈ
Нј2-6 ВЇ±ЪХс¶ЇЖч№¤ЧчНј 1-УНС№±ГЈ»2-УНС№З§Ѕп¶ҐЈ»3-ДѕЦ§іЕїйЈ»4-ёЦ°еРНРѕЈ»5-ВЇ±ЪХс¶ЇЖчЈ»6-Й°БПЈ»7-Хс¶Ї»ъ
ВЇ±ЪХс¶ЇЖчЙПµДЛДёцДѕЦКЦ§іЕїйЈ¬НЁ№эУНС№З§Ѕп¶ҐїЙТФЙмЛхТФ±ЈіЦЦ§іЕїйєНёЦ°еРНРѕјдµДС№Б¦Ј¬К№ВЇ±ЪХс¶ЇЖчДЬ№М¶ЁФЪПЮ¶ЁµДО»ЦГЙПЎЈµ±ЫбЫцµЧТФПВІїО»ЦЖЧчНк±ПєуЈ¬°ґИЛ№¤ґтЅб·ЁНЪіцµЧїУЈ¬°І·ЕєГёЦ°еРНРѕЈ¬Ч°ИлЙ°БПЈ¬°ІЧ°ВЇ±ЪХс¶ЇЖчЈ¬ЛжєуїЙТФЅУНЁС№ЛхїХЖшЖф¶ЇХс¶Ї»ъЈ¬їЄКјК№ЫбЫц±ЪХс¶ЇіЙРНЎЈ
К№УГХс¶Ї·ЁЦЖЧчЫбЫцК±Ј¬ёРУ¦ЖчЎўРНРѕµДЧј±ё№¤ЧчУлИЛ№¤ґтЅб·ЁПаН¬ЎЈІ»ДЬІЙУГёЙЙ°Хс¶ЇЈ¬ТтОЄёЙЙ°»бФЪХс¶ЇК±ІъЙъЗїБТµД·ЦІгЈ¬ґЦБЈЙПёЎПёБЈПВіБЎЈЛщТФЈ¬К№УГёГ·ЁК±У¦ФЪЙ°БПЦРјУИлККБїЛ®·ЦЈ¬ТФјхЗб·ЦІгПЦПуЎЈ
ВЇїЪЗшµДЙ°БПМоідГЬ¶ИЅПІоЈ¬»№РиТЄТФИЛ№¤ґтЅб»тІЙУГЖцЦю·ЁјУТФРЮХыЎЈ
Хс¶ЇіЙРН·ЁЦЖЧчЫбЫцѕЯУРРн¶аУЕµгЈ¬ЖдЦРЦчТЄКЗёДЙЖАН¶ЇМхјюЈ¬ЅЪКЎЦЖЧчК±јдЈ¬ЫбЫцµДМоідГЬ¶ИѕщФИРФІ»ТтІЩЧчИЛФ±І»Н¬¶шТмЈ¬ґУ¶ш±ЈЦ¤БЛЫбЫцµДЦЖЧчЦКБїЎЈ 2.4ЖцЦю·Ё
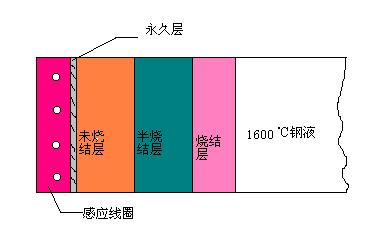
ЖцЦю·ЁКЗК№УГМШЦЖµДДН»рЧ©Ј¬ФЪВЇДЪЖцЦюіЙЫбЫцЎЈХвЦЦ·Ѕ·ЁККУГУЪИИЧ°БПґуРНёРУ¦ВЇЫбЫцЈ¬5¶ЦТФПВµДЫбЫцТІїЄКјІЙУГЎЈХвЦЦЖцЦюЫбЫц·Ѕ·ЁµДУЕµгКЗЦЖЧчК±јд¶МЈ¬ёь»»·Ѕ±гЈ¬І»РиТЄЦюВЇµД»ъРµєНРНРѕЈ¬ІЙУГФ¤ЦЖµДДН»рЧ©їЙТФ±ЈЦ¤ЦКБїОИ¶ЁЈ¬јхЙЩєжїѕК±јдЎЈ ЖцЦю·ЁТЄЗуЅПёЯµДЦюВЇјјКхЈ¬¶ФМо·мБПµДЦКБїТІУРєЬёЯµДТЄЗуЎЈЛщУГДН»рІДБП¶аКфјоРФІДЦКЎЈ 3ЫбЫцµДЙХЅб 3.1ЫбЫцµДЙХЅбЅб№№ ЙХЅбµДДїµДФЪУЪМбёЯЫбЫцµДЦВГЬРФЎўЗї¶ИєНМе»эОИ¶ЁРФЈ¬ТФККУ¦Т±Б¶МхјюµДРиТЄЎЈЙХЅб№эіМКЗФЪёЯОВПВК№Й°БПµДЅУґҐГжЙПіцПЦТєПаИЫєПЈ¬РОіЙБ¬РшµДЙХЅбНшВзЈ¬НЁ№эНшВзК№ХыёцЙ°БПБЄіЙТ»ёцХыМеЎЈЙХЅб№эіМЛщРиµДИИБїЈ¬їЙТФАґЧФКЇД«РНРѕєНёЦ°еРНРѕТтјУИИ¶ш·ЕЙўµДИИБїЈ¬ТІїЙТФУЙёЦТєЦ±ЅУ№©ёшЎЈЙХЅбєуЫбЫцµДАнПл¶ПГжЅб№№ИзНј3~1ЛщКѕЈ¬їЙ·ЦОЄЙХЅбІгЎў°лЙХЅбІгєНО»ЙХЅбІгµИИэёцЗшУтЎЈ
Нј3-1
ЙХЅбµДЫбЫц¶ПГжЅб№№КѕТвНј 3.2ЫбЫцµДЙХЅб·Ѕ·Ё
ЙХЅб·Ѕ·Ё°ґЙХЅбОВ¶ИБР·ЦОЄµНОВЙХЅбєНёЯОВЙХЅбБЅЦЦЎЈµНОВЙХЅбОВ¶ИТ»°гІ»і¬№э1700ЎжЈ¬ёЯОВЙХЅбОВ¶ИОЄ1700~1900ЎжЎЈ 3.2.1µНОВЙХЅб·Ѕ·Ё
ІЙУГµНОВЙХЅб·ЁК±Ј¬КЗУГёЦ°еРНРѕґтЅбЦЖЧчЫбЫцЎЈФЪіхЙХК±АыУГёРУ¦µзБчЅ«ёЦ°еРНРѕјУИИЈ¬НЁ№эРНРѕ°СДЬБїґ«ёшЙ°БПЎЈёЦ°еРНРѕЧоёЯОВ¶ИїЙґп1300ЎжЈ¬µ±ЙХЅбОВ¶ИґпґЛОВ¶ИєуЈ¬НЈµзИЎіцРНРѕЎЈИ»єуЈ¬АыУГПґВЇєНТ±Б¶№эіМёЦТє±ѕЙнµДОВ¶ИЅшТ»ІЅЅ«Й°БПЦрІЅЙХЅбЎЈѕшґу¶аКэЛбРФЫбЫцєНТ»Ії·ЦјоРФЫбЫц¶јК№УГХвЦЦЙХЅб·Ѕ·ЁЎЈµНОВЙХЅб·ЁЧоіхТтОЄЙХЅбІгєЬ±ЎЎЈИЭТЧІъЙъБСОЖ¶шК№ЫбЫцЖЖ»µЈ¬ЛщТФФЪіхЖЪТ±Б¶К±У¦МШ±рПёРДІЩЧчЈ¬СП·АЎ°јЬЗЕЎ±ПЦПуіцПЦЈ¬±ЬГвЦШБПіеіцЫбЫц¶шК№ЙХЅбІгЖЖ»µЎЈ 3.2.2ёЯОВЙХЅб·Ѕ·Ё К№УГёЯОВЙХЅб·Ѕ·ЁµДЫбЫцКЗУГКЇД«РНРѕґтЅбµДЫбЫцЎЈФЪёРУ¦µзБчµДЧчУГПВЈ¬КЇД«РНРѕОВ¶ИЦрЅҐЙэёЯЈ¬Ц±µЅЛщРиТЄµДЙХЅбОВ¶ИЎЈёЯОВЙХЅб·ЁККУГУЪГѕЙ°ЫбЫцєНГѕВБјвѕ§КЇЫбЫцЈ¬¶шЛбРФЫбЫцєЬЙЩК№УГёЯОВЙХЅб·ЁЎЈ
ИзІЙУГМъМҐРНРѕЈ¬ФтЫбЫцґтЅбНк±ПЦ®єуЈ¬јґїЙИЎіцМъМҐРНРѕЎЈИ»єуЅшРРЙХЅбЎЈ
Из№ыґтЅбК±ІЙУГКЇД«РНРѕЈ¬ФтФЪЙХЅбОВ¶ИґпµЅ1800ЎжЧуУТЈ¬±ЈОВ10·ЦЦУЈ¬НЈµзЎЈЛЙ¶ЇКЇД«РНРѕЈ¬Ц±µЅОВ¶ИПВЅµµЅФј1400~1500ЎжєуЈ¬ИЎіцКЇД«РНРѕЈ¬јмІйЫбЫцДЪ±нГжКЗ·сґжФЪГчПФБСОЖЎЈИз№ыОЮБСОЖЈ¬ЗеАнєујґїЙТФЧ°БПЅшРРПґВЇЎЈµ±·ўПЦЫбЫцДЪ±нГжУРГчПФБСОЖК±Ј¬У¦ЅшРРИИІ№»тРЮІ№єуФЩН¶ИлК№УГЎЈ Из№ыІЙУГёЦ°еРНРѕЈ¬ЙХЅбК±јИїЙТФФЪ1200~1300ЎжК±Ј¬НЈµзИЎіцРНРѕЈ¬ТІїЙТФґэРНРѕТ»Ц±ЙэОВЦБ1600ЎжЧуУТЈ¬Ц±ЦБёЦ°еРНРѕИ«ІїИЫ»ЇµфЎЈИЫРѕЙХЅбµДЙэОВЦЖ¶ИИзПВЈє РѕРНОВ¶И
ЙэОВЛЩВКЈЁ
Ўж/РЎК±Ј©
±ЈОВК±јдЈЁРЎК±Ј© КТОВ
~ 150Ўж
30 150Ўж
3 150Ўж~400Ўж
35
400Ўж
2 400Ўж~850Ўж
50
850Ўж
1 850Ўж~1200Ўж
30 1200Ўж~1650Ўж
50
1650Ўж
3 4ЫбЫцµДК№УГєНО¬»¤ 4.1ЫбЫцµДК№УГКЩГьј°ЖдУ°ПмТтЛШ ёРУ¦Т±Б¶К±Ј¬ЫбЫцЦКБїёЯµНєНК№УГКЩГьµДі¤¶МЈ¬Ц±ЅУєНІъЖ·ЦКБїУлТ±Б¶іЙ±ѕУРЧЕГЬЗРµД№ШПµЎЈёДЙЖЫбЫцµДЦКБїЈ¬МбёЯК№УГКЩГьКЗёРУ¦Т±Б¶µДЦчТЄјјКхОКМвЦ®Т»ЎЈ
У°ПмЫбЫцК№УГКЩГьµДТтЛШКЗєЬёґФУµДЈ¬ЦчТЄТтЛШУРИзПВјё·ЅГжЎЈ 4.1.1ЫбЫцІДЦКµДМШРФ
ЫбЫцІДЦКµД»ЇС§іЙ·ЦєНОпАнЎў»ЇС§МШРФ¶ФЫбЫцµДК№УГКЩГьУРєЬґуµДУ°ПмЎЈ
ДН»рІДБПЦРµДФУЦКЈ¬ФЪёЯОВПВДЬРОіЙµНИЫµгµД»ЇєПОпЈ¬ґУ¶шЅµµНБЛДН»рІДБПµДДН»р¶ИЎЈЛжЧЕДН»рІДБПЦРФУЦКє¬БїµДФцјУЈ¬ДН»р¶ИЅµµНЈ¬ЫбЫцµДК№УГКЩГьПВЅµЎЈОЄБЛСУі¤ЫбЫцµДК№УГКЩГьТЄЗуДН»рІДБПµДґї¶ИФЅёЯФЅєГЎЈ
І»Н¬ІДЦКµДДН»рІДБПУЙУЪЖдОпАн»ЇС§РФЦКІ»Н¬Ј¬ЛыГЗ¶ФТ±Б¶МхјюµДККУ¦ДЬБ¦ТІІ»Н¬Ј¬АэИзї№ВЇФьЗЦКґДЬБ¦ЎўДНј±Адј±ИИРФµИЎЈТтґЛЈ¬ЫбЫцµДК№УГКЩГьІо±рєЬґуЎЈ±н4-1БРіцХжїХёРУ¦ВЇєН·ЗХжїХёРУ¦ВЇУГµДГѕЦКєНВБГѕЦКЫбЫцµДК№УГКЩГьЎЈґУ±нЦРКэѕЭїЙТФїґіцЈєГѕВБјвѕ§КЇЫбЫц±ИµзИЫГѕЙ°ЫбЫцµДК№УГКЩГьёЯЎЈЖдЦчТЄФТтКЗГѕВБјвѕ§КЇ±ИГѕЙ°µДЕтХНВКµНЈ¬ДНј±Адј±ИИРФєГЎЈГѕВБЦКЫбЫцµДЙХЅбЅб№№УЕУЪГѕЦКЫбЫцЈ¬ГѕЦКЫбЫцµДЙХЅбІгєН°лЙХЅбІгФЪёЯОВПВѕщІъЙъМе»эКХЛхЎЈГѕВБЦКЫбЫцФтІ»Н¬Ј¬ЛьµДЙХЅбІгІъЙъКХЛхК±Ј¬°лЙХЅбІгІъЙъЕтХНЈ¬ХвСщАґЧФЙХЅбІгµДБСОЖІ»»бјМРшФЪ°лЙХЅбІгЦРСУЙмЈ¬ґУ¶шМбёЯБЛЫбЫцµДК№УГКЩГьЎЈ ±н4-1
ЫбЫцµДІДЦКУлВЇБд
ГѕВБЦКЫбЫцЦРУЙУЪє¬УРAl2O3Ј¬ДЬєНВЇФьЦРµДУОАлCaOєНSiO2ЅбєПК№ВЇіДКЬµЅЗЦКґЈ¬ТтґЛЈ¬ФЪСЎФсЫбЫцІДБПК±У¦їјВЗµЅПаУ¦µДТ±Б¶№¤ТХЎЈК№УГГѕВБЦКЫбЫцК±У¦СЎФсµНјо¶ИВЇФьЈ¬ХжїХёРУ¦ВЇТ±Б¶К±ІЙУГГѕВБЦКЫбЫцЧоККТЛЈ¬200№«ЅпХжїХёРУ¦ВЇУГХвЦЦЫбЫцТ±Б¶ѕ«ГЬєПЅрК±КЩГьїЙґп200ВЇґОЎЈ
єНјоРФЫбЫцПа±ИЅПЈ¬КЇУўЦКЛбРФЫбЫцµДДН»р¶ИµНЈ¬Ме»эЕтХНВКґуЈ¬УГУЪБ¶ёЦК±Ј¬ЫбЫцКЩГьЅПµНЎЈµ«КЗЈ¬УЙУЪКЇУўЙ°µДіЙ±ѕµНЈ¬ФЪґуРНёРУ¦ВЇ»№КЗµГµЅБЛУ¦УГЎЈФЪУГУЪИЫБ¶ЦэМъµД№¤ЖµёРУ¦ВЇБ¬РшЧчТµК±ЈЁЫбЫцОВ¶И±ЈіЦФЪ800~1000ЎжЈ©Ј¬ЖдКЩГьёЯґпКэ°ЩВЇЎЈТтґЛЈ¬№¤ЖµёРУ¦ВЇјёєхИ«ІїК№УГКЇУўЦКЫбЫцЎЈ 4.1.2ЫбЫцИЭБї
ёРУ¦ВЇЫбЫцµДК№УГКЩГьЛжЖдИЭБїµДФцґу¶шПВЅµЎЈДїЗ°Б¶ёЦУГ·ЗХжїХёРУ¦ВЇµДЫбЫцК№УГКЩГьБРУЪ±н4-2ЎЈХжїХёРУ¦ВЇТтФЪГ»УРВЇФьµДМхјюПВ№¤ЧчЈ¬ФЪПаН¬ИЭБїПВЈ¬±И·ЗХжїХёРУ¦ВЇЫбЫцКЩГьёЯЎЈµ«КЗЈ¬ЛжИЭБїФцґуЈ¬ЫбЫцµДК№УГКЩГьТІПВЅµЎЈ
ЫбЫцИЭБїУлК№УГКЩГьµД№ШПµКЗ»щУЪТФПВФТтЈє 4.1.2.1ЛжЧЕЫбЫцИЭБїµДФцґуЈ¬ёЦТє¶ФЫбЫц±ЪµДѕІС№ЗїФцјУ
Т»°г¶шСФЈ¬1¶ЦЦРЖµёРУ¦ВЇЫбЫц±ЪЛщіРКЬµДѕІС№ЗїКЗ150№«ЅпЦРЖµёРУ¦ВЇµД1±¶ЧуУТЎЈ10¶Ц№¤ЖµёРУ¦ВЇЫбЫц±ЪіРКЬµДѕІС№ЗїКЗ500№«ЅпёРУ¦ВЇµД3.5±¶ЧуУТЎЈУЙґЛїЙјыЈ¬ЫбЫцИЭБїФЅґуЈ¬ЫбЫц±ЪіРКЬѕІС№ЗїТІФЅґуЎЈТтґЛЈ¬ґуРНёРУ¦ВЇДЪёЦТєёьИЭТЧПтЫбЫц±ЪЙшНёЈ¬К№ЫбЫцєЬїм±»ЖЖ»µЎЈ
±н4-2
·ЗХжїХёРУ¦ВЇјоРФЫбЫцµДК№УГКЩГь
4.1.2.2ЛжЧЕёРУ¦ВЇИЭБїµДФцґуЈ¬ЛщУГµзФґµДЖµВКПВЅµ
ЫбЫцИЭБїФЅґуЈ¬ЛщУГµДµзФґЖµВКѕНФЅµНЎЈёЦТєЦРµДµзґЕЅБ°иБ¦УлµзФґµДЖµВКµДЖЅ·ЅёщіЙ·ґ±ИЎЈЖµВКФЅµНЅБ°иБ¦ѕНФЅґуЈ¬ЫбЫц±ЪЛщіРКЬµДіе»чБ¦ѕНґуЎЈ3¶ЦёРУ¦ВЇЫбЫц±ЪЛщіРКЬµДіеЛўБ¦ОЄ150№«ЅпёРУ¦ВЇµД5±¶¶аЎЈЛщТФЈ¬ЛжЫбЫцИЭБїФцґуЈ¬ЫбЫц±ЪіРКЬµДіеЛўБ¦ФцјУЎЈ 4.1.2.3ґуРНёРУ¦ВЇФьПЯІїО»µДЗЦКґ±ИРЎРНёРУ¦ВЇСПЦШ
ЛжЫбЫцИЭБїФцґуЈ¬ЧФёЦТє±нГжЙўК§µДИИБї±ИАэПВЅµЈ¬ВЇФьОВ¶И±ИРЎИЭБїЫбЫцёЯЈ¬ВЇФьµДБч¶ЇРФєГЈ¬Тт¶ш¶ФВЇіДµДЗЦКґјУѕзЎЈґуРНёРУ¦ВЇ¶аІЙУГёЦФь»міцµД·Ѕ·ЁіцёЦЈ¬ТЄЗуВЇФьѕЯУРБјєГµДБч¶ЇРФЈ¬ІЕДЬККУ¦іцёЦµДМхјюЎЈТтґЛЈ¬СШФьПЯІїО»ЗЦКґСПЦШЈ¬ХвКЗФміЙЫбЫцК№УГКЩГьПВЅµµДУЦТ»ФТтЎЈ
УЙУЪТФЙПФТтЈ¬ґуРНёРУ¦ВЇЫбЫцµДК№УГКЩГьµНУЪЦРРЎРНёРУ¦ВЇЈ¬ґУМбёЯЫбЫцµДК№УГКЩГьАґЛµЈ¬У¦ККµ±ФцјУЫбЫц±ЪµДєс¶ИЎЈµ«КЗЈ¬ЛжЧЕЫбЫц±Ъєс¶ИµДФцјУЈ¬µзЧиЦµФцґуЈ¬ОЮ№¦ЛрК§ФцёЯЈ¬µзР§ВКПВЅµЎЈТтґЛЈ¬ЫбЫц±ЪµДєс¶ИКЗПЮЦЖФЪТ»¶Ё·¶О§ЎЈТтґЛЈ¬±ШРлСЎ¶ЁєПАнµД±ЪєсЈ¬јґ±ЈЦ¤БЛёЯµДµзР§ВКУЦИ·±ЈБЛЫбЫцµДК№УГКЩГьЎЈ 4.1.3ЫбЫцµД№¤ЧчЧґїц
Б¬РшТ±Б¶єНјдРЄТ±Б¶¶ФЫбЫцµДК№УГКЩГьУРєЬґуµДУ°ПмЎЈФЪБ¬РшТ±Б¶К±Ј¬ЫбЫцКјЦХКЗґ¦УЪИИЧґМ¬Ј¬КЬОВ¶Иѕз±дµДУ°ПмРЎЎЈјдРЄЧчТµК±Ј¬ГїТ±Б¶Т»ВЇЫбЫцѕНґУµНОВ-ёЯОВ-µНОВЦЬЖЪРФµДј±Адј±ИИµШ±д»ЇТ»ґОЎЈХвЦЦј±Адј±ИИ±д»ЇµДЅб№ыѕН»бІъЙъБСОЖЈ¬ґУ¶шК№ЫбЫцКЩГьЅµµНЎЈіэГѕВБјвѕ§КЇРНЫбЫцНвЈ¬ГѕЦКєНКЇУўЦКЫбЫцµДДНј±Адј±ИИРФКЗєЬІоµДЎЈЖдЦРКЇУўЙ°ЫбЫцУИЖдПФЦшЈ¬ФЪЫбЫцјУИИєНАдИґ№эіМЦРЈ¬ЫбЫцЙХЅбІгµДПЯЕтХН»тКХЛхВКФј0.9%ЎЈТІѕНКЗЛµГїјдРЄТ±Б¶1ВЇЈ¬ЫбЫцµДМе»эЅ«ІъЙъТ»ґОЕтХНєНКХЛхЎЈФЪ800ЎжТФПВХвЦЦ±д»ЇВКЧоґуЈ¬Из№ыЫбЫцґ¦УЪБ¬РшТ±Б¶µДМхјюПВЈ¬ЫбЫц±ЪµДОВ¶ИЅ«І»»бµНУЪ800ЎжЈ¬ХвСщЫбЫцМе»эµД±д»ЇВККЗєЬРЎµДЈ¬ІъЙъБСОЖµДК±јдТІЅ«НЖіЩЈ¬ЫбЫцµДКЩГьµГТФМбёЯЎЈТтґЛЈ¬ОЄБЛСУі¤ЫбЫцµДКЩГьЈ¬ИЫБ¶ЦэМъµДґуРН№¤ЖµВЇНЈВЇК±Ј¬±ШРлК№ЫбЫцОВ¶И±ЈіЦФЪ800ЎжТФЙПЎЈ 4.1.4ЫбЫцµДЦЖЧч№¤ТХ
ЦЖЧчЫбЫцµДёчёц»·ЅЪµДІЩЧчЦКБї¶ФЫбЫцµДК№УГКЩГьУРЧЕЦШТЄµДУ°ПмЎЈИПХжЦґРРІЩЧч№жіМ¶Ф±ЈЦ¤ЫбЫцЦКБїЈ¬МбёЯК№УГКЩГьЖрЧЕЦШТЄЧчУГЎЈПЦЅ«У°ПмЫбЫцК№УГКЩГьµДЦЖЧч№¤ТХІЩЧч·ЦОцИзПВЎЈ 4.1.4.1Й°БПБЈ¶ИЕд±ИµДУ°Пм
Й°БПµДБЈ¶ИЕд±ИУ¦ЅбєПЙսṤТХєНК№УГМхјюСЎФсЎЈґЦЎўЦРЎўПёИэЦЦБЈ¶ИЕдєПІ»µ±Ѕ«»бЅµµНЫбК№УГКЩГьЎЈ±н4-3ОЄ430№«ЅпЦРЖµёРУ¦ВЇµзИЫГѕЙ°ЫбЫцТтЙ°БПЕд±ИІ»µ±¶ФЫбЫцК№УГКЩГьµДУ°ПмЎЈ ±н4-3
430№«ЅпµзИЫГѕЙ°Й°БПБЈ¶ИЕд±ИУлК№УГКЩГь№ШПµ
4.1.4.2ґтЅб·Ѕ·ЁµДУ°Пм
ЫбЫцµДґтЅбЦКБїєГ»µЦ±ЅУ№ШПµµЅЙХЅбЦКБїЎЈТЄЗуґтЅбК±Й°БПµДБЈ¶ИѕщФИ·ЦІјІ»ІъЙъґЦПёЖ«ОцЈ¬ґтЅбєуµДЙ°ІгЦВГЬ¶ИёЯЎЈХвСщЈ¬ЙХЅбєуІъЙъБСОЖµДјёВКПВЅµЈ¬УРАыУЪМбёЯЫбЫцµДК№УГКЩГьЎЈ
ґтЅб№эіМЧоіЈјыµДИ±ПЭУРЦВГЬ¶ИµНЎўІ»ѕщФИєНґЦПёБЈ¶ИЙ°БП·ЦІгµИПЦПуЎЈФЪє¬Л®ЅПЙЩ»тёЙ·ЁґтЅбК±УИЖдГчПФЎЈ±н4-4БРіцГѕЙ°ЫбЫцёЙ·Ёµ·ґт10·ЦЦУєуЛЙЙ°ІгЦРЙ°БЈБЈ¶ИµДЖ«ОцЗйїцЎЈХвЦЦґЦїЕБЈЙПёЎПёїЕБЈПВіБµД·ЦІгПЦПуЈ¬КЗµјЦВЙХЅбєуІъЙъєбПт»·ЧґБСОЖµДёщФґЎЈµ±ЫбЫцјУИИК±Ј¬ХвЦЦєбПтБСОЖОЮ·ЁГЦєПЈ¬СПЦШµШУ°ПмК№УГКЩГьЎЈОЄБЛ±ЬГв·ЦІгПЦПуЈ¬ФЪЙ°БПЦРїЙјУИлЙЩБїЛ®·ЦЈ¬Н¬К±Ј¬ГїґОјУБПЗ°ПИјУИлККБїµДПё·ЫТФµчХыЅбєПІїµДБЈ¶ИЕд±ИЈ¬ІўЗТ»№У¦µ±їШЦЖµ·ґтК±јдЎўГїЕъЙ°БПјУИлБїєНµ·ґтБ¦Ј¬ТФ±ЈЦ¤µГµЅЅб№№ЦВГЬ¶шѕщФИµДЫбЫцЎЈ ±н4-4
ёЙ·ЁґтЅбК±Й°БПµДЖ«ОцЗйїц
4.1.4.3ЙսṤТХµДУ°Пм ЫбЫцµДЙХЅб№эіМЦРЈ¬ґУµНОВЗшµДЙэОВЛЩ¶ИµЅЧоєуµДЙХЅбОВ¶ИєН±ЈОВК±јдЈ¬¶ј¶ФЫбЫцµДЙХЅбЦКБїУРЧЕЦШТЄµДУ°ПмЎЈ µНОВєжїѕК±Л®ХфЖшµДТЭіцЛЩ¶ИІ»ДЬМ«їмЈ¬ТФГвФЪЙ°БПЦРіцПЦФзЖЪБСОЖЎЈЛ®·ЦµДАґФґУРЙ°БПОьёЅµДЛ®ЎўЅбѕ§Л®єНМнјУјБ·ЦЅвКН·ЕіцµДЛ®·ЦЈ¬ФЪ800ЎжТФПВХвР©Л®·ЦИ«ІїЕЕіэЎЈЛщТФФЪґЛЗшјдУ¦їШЦЖЙэОВЛЩ¶ИЎЈЫбЫцИЭБїФЅґуФЅТЄЅµµНЙэОВЛЩВКЈ¬ТФ±ЬГвЛ®ХфЖшј±ЛЩµШґУЙ°БПЦРТЭіцЎЈ І»Н¬ІДЦКµДЙ°БПУ¦СЎФсПаУ¦µДєПККµДЙХЅбОВ¶ИєН±ЈОВК±јдЈ¬ТФ±гµГµЅАнПлµДЙХЅбЅб№№ЎЈёЯОВЙХЅбК±ЫбЫцµДЙХЅбЅб№№КЗМбёЯК№УГКЩГьµД»щґЎЎЈЙХЅбОВ¶ИІ»№»Ј¬ЙХЅбІгєс¶ИІ»ЧгЈ¬»бК№ЫбЫцµДК№УГКЩГьГчПФµДЅµµНЎЈОЄБЛ»сµГК№УГКЩГьі¤µДЫбЫцЈ¬±ШРлФ¤ПИµГµЅАнПлµДЙХЅбЅб№№ЎЈ±н4-5ЦРКэѕЭКЗ¶ФК№УГКЩГьЅПі¤µДІ»Н¬АаРНЫбЫцК№УГєуµД¶ПГжЅб№№·ЦОцЅб№ыЎЈ Нј4-1ОЄК№УГ200ВЇТФєуµД10¶Ц№¤ЖµёРУ¦ВЇКЇУўЦКЫбЫцµД¶ПГжЅб№№ЎЈ
Нј4-1
КЇУўЙ°ЫбЫцК№УГ200ВЇєуµД¶ПГжЅб№№ЈЁ10¶Ц№¤ЖµёРУ¦ВЇЈ© ±н4-5
І»Н¬АаРНЫбЫцК№УГєуµД¶ПГжЅб№№
*·ЦЧУОЄєс¶ИЈ¬·ЦДёОЄХјЫбЫц±Ъєс¶ИµД°Щ·Ц±ИЎЈ
ґУ±н4-5ЦРµДКэѕЭїЙТФїґіцЈ¬ѕёЯОВЙХЅбµДЫбЫцЈ¬К№УГєуµД¶ПГжЅб№№єНФКјЅб№№Па±ИІо±рІ»ґуЈ¬ЙХЅбІгєН°лЙХЅбІгµДєс¶И·Ц±рХј±ЪєсµД35~40%ЎЈ¶шµНОВЙХЅбК±Ј¬ЙХЅбЅб№№ЛжТ±Б¶ВЇґОФцјУ¶ш±д»ЇЈ¬ѕ№эК№УГєуЫбЫцµДЙХЅбІгФјОЄ±ЪєсµД40~50%Ј¬°лЙХЅбІгФјХј30~35%ЎЈ 4.1.5Т±Б¶№¤ТХУ°Пм 4.1.5.1Т±Б¶ОВ¶ИµДУ°Пм
Т±Б¶ёЦТєОВ¶И№эИИЈ¬ФміЙВЇФьОВ¶ИЙэёЯЈ¬¶ФЫбЫцµДЗЦКґјУѕзЈ¬К№ЫбЫцСШФьПЯ№эФзµДЛр»µЎЈґЛНвЈ¬ёЯОВёЦТєјУЛЩёЦУлЫбЫцЦ®јд·ґУ¦Ј¬ґУ¶шЦъі¤ЫбЫцµД»ЇС§ЗЦКґЎЈЧЬЦ®Ј¬Т±Б¶ОВ¶ИФЅёЯЫбЫцµДК№УГКЩГьФЅµНЎЈ 4.1.5.2Т±Б¶ёЦЦЦµДУ°Пм
Т±Б¶ИЫµгµНЎўБч¶ЇРФєГµДёЯМјєНёЯГМёЦК±Ј¬ёЦТє¶ФЫбЫцµДЙшНёЧчУГјУѕзЈ¬»бЅµµНЫбЫцµДК№УГКЩГьЎЈТ±Б¶µНМјёЯДшёхБч¶ЇРФІоµДёЦЦЦК±Ј¬ЫбЫцѕЯУР±ИЅПёЯµДК№УГКЩГьЎЈТтґЛЈ¬ФЪ°ІЕЕТ±Б¶ёЦЦЦК±У¦µ±ФЪЫбЫцµДєуЖЪТ±Б¶ёЯМјєНёЯГМёЦЦЦЎЈ 4.1.5.3ФьЦЖ¶ИµДУ°Пм
ВЇФьµДјо¶ИУ¦µ±єНЫбЫцІДЦКПаККУ¦ЎЈГѕЦКЫбЫцДЬ±»ёЯCaOФьєНSiO2ФьЗЦКґЎЈВЇФьЦРCaF2КэБїУ¦ЅшРРїШЦЖЈ¬№эБїµДCaF2»бЗЦКґјоРФВЇіДЈ¬К№ФьПЯЗш№эФзИЫКґЎЈ
јоРФФьККУГУЪГѕЦКЫбЫцЈ¬ЛбРФФьККУГУЪКЇУўЦКЫбЫцЈ¬ГѕВБЦКЫбЫцЦ»ДЬК№УГИхјоРФ»тЦРРФФьЎЈУ¦ёщѕЭЫбЫцІДЦКСЎФсєПККµДВЇФьЎЈ
ХжїХПВЅшРРОЮФьТ±Б¶К±Ј¬ЫбЫцµДК№УГКЩГьґуУЪ·ЗХжїХТ±Б¶К±µДКЩГьЈ¬ХвѕНЦ¤ГчВЇФьК№ЫбЫцК№УГКЩГьПВЅµЎЈ 4.1.5.4Т±Б¶ІЩЧчµДУ°Пм
ИЫ»ЇЖЪВЇБПІъЙъЎ°јЬЗЕЎ±ПЦПу¶ФЫбЫцµДК№УГКЩГьµДУ°ПмЧоґуЎЈіцПЦЎ°јЬЗЕЎ±К±Ј¬ВЇБПУлёЦТєНСАлЈ¬ёЦТєОВ¶И»б№эИИµЅєЬёЯµДОВ¶ИЈ¬СПЦШУ°ПмЫбЫцµДК№УГКЩГьЈ¬ФЪґ¦АнЎ°јЬЗЕЎ±ПЦПуК±Ј¬№эЦШµДХс¶Їґё»ч¶ј»бК№ЫбЫцФвµЅЖЖ»µЎЈ 4.2ЫбЫцµДО¬»¤ ХэИ·К№УГєНО¬»¤ЫбЫцКЗМбёЯЖдК№УГКЩГьµДЦШТЄНѕѕ¶ЎЈіэЧўТвЙПКцУ°ПмЫбЫцКЩГьµДТтЛШНвЈ¬»№У¦ґУТФПВ·ЅГжјУЗї¶ФЫбЫцµДО¬»¤Ј¬ТФАыУЪСУі¤К№УГКЩГьЎЈ 4.2.1РВЫбЫцµДК№УГєНО¬»¤ РВЫбЫцК№УГіхЖЪУ¦µ±јУЗїО¬»¤Ј¬¶ФУЪµНОВЙХЅбµДЫбЫцУИЖдЦШТЄЎЈРВЫбЫцµДЗ±ФЪИ±ПЭ»бФЪЧоіхТ±Б¶µДВЇґОЦР±©В¶іцАґЈ¬В©ёЦµДКВ№КНщНщФЪЗ°јёВЇ·ўЙъЎЈТтґЛЈ¬ґУЧ°БПЎўИЫ»ЇЦ±µЅТ±Б¶ОВ¶ИµИІЩЧчµДїШЦЖ±ШРлМШ±рЧРПёЈ¬±ЈЦ¤Т±Б¶№эіМЛіАыЅшРРЎЈіхЖЪТЄѕЎБї±ЬГвТ±Б¶Бч¶ЇРФєГµДёЯМјЎўёЯГМёЦЦЦЈ¬¶шУ¦°ІЕЕµНМјЎўµНєПЅрёЦЦЦЈ»ВЇФьµДр¤¶ИТЄґуР©Ј¬іцёЦєуТЄЧРПёјмІйЫбЫцДЪ±ЪКЗ·сУРГчПФµДБСОЖЎЈ
К№УГРВЫбЫцТ±Б¶µД№эіМЦРЈ¬ТЄЧўТв№ЫІмµзІОКэµД±д»ЇЗйїцЈ¬ЫбЫцХэіЈК±µзС№ЎўµзБчКЗОИ¶ЁµД;Из№ыЫбЫцІ»ХэіЈЈ¬µзС№єНµзБчЅ«·ўЙъ±д»ЇЈ¬µзС№ПВЅµЈ¬µзБчЙПЙэЎЈіцПЦµзІОКэТміЈК±У¦БўјґНЈµзЅшРРјмІйєНґ¦АнЈ¬ТФГвІъЙъВ©ёЦКВ№КЎЈ 4.2.2єПАн°ІЕЕТ±Б¶ВЇґО
ФЪјдРЄЧчТµµДЗйїцПВЈ¬У¦µ±ѕЎБїјЇЦРЙъІъЈ¬јхЙЩНЈВЇґОКэЈ¬ТФАыУЪМбёЯЫбЫцµДК№УГКЩГьЎЈЫбЫцФЪХыёцВЇТЫЖЪДЪЈ¬У¦И«Гж°ІЕЕТ±Б¶µДёЦЦЦЎЈЗ°ЖЪТФТ±Б¶µНМјЎўµНєПЅрёЦОЄЦчЈ¬ЦРЖЪТФёЯєПЅрёЦОЄЦчЈ¬єуЖЪФтТФёЯМјёЦЦЦОЄЦчЎЈ
ИЫБ¶ЦэМъµД№¤ЖµёРУ¦ВЇЈ¬Из№ы¶МЖЪјд¶ПТ±Б¶К±Ј¬їЙІЙУГ±ЈОВґлК©Ј¬ИзУГМъЫбЫц№©µзјУИИК№ЫбЫцОВ¶И±ЈіЦФЪ600~800ЎжЈ¬»т±ЈБфТ»¶ЁБїµДМъЛ®ЅшРР±ЈОВЈ¬ТФАыУЪМбёЯЫбЫцµДК№УГКЩГьЎЈ 4.2.3ј°К±µДРЮІ№єНЗеАнЫбЫцДЪ±Ъ
ЫбЫцВ©ёЦЈ¬ґу¶аТтУРБСОЖєНѕЦІїЗЦКґЎЈіцёЦєуУ¦БўјґУГЧЁУГіэФь№¤ѕЯЈ¬ІщіэХіёЅУЪЫбЫцДЪ±ЪЙПµДІРФьЈ¬ІўјмІйУРОЮБСОЖєНѕЦІїЗЦКґЎЈ·ўПЦБСОЖєНѕЦІїЗЦКґєуЈ¬ТЄј°К±ЅшРРРЮІ№ЎЈµИЫбЫцАдИґПВАґЈ¬ЗеіэИЫФьІгВ¶іцЙХЅбІгЈ¬УГє¬Пё·ЫЅП¶аµДЙ°БПУлВ±Л®ЈЁГѕЙ°Ј©ЎўЛ®ІЈБ§ЈЁКЇУўЙ°Ј©»мєПѕщФИєуЅшРРРЮІ№ІўЅшРРєжёЙЈ¬±ШТЄК±»№ТЄЅшРРЙХЅбЎЈЗЦКґЙо¶ИґуУЪ±ЪєсµД1/3Ј¬БСОЖЙоИл°лЙХЅбІгК±Ј¬ФтУ¦µ±ІріэЫбЫцЎЈ РЮІ№ЫбЫц¶ФЛбРФВЇіД±ИЅПУРР§ЎЈ№¤ЖµёРУ¦ВЇНЁ№эЦРРЮВЇіДЈ¬їЙТФіЙ±¶µШМбёЯЫбЫцµДК№УГКЩГьЎЈјоРФВЇіДµДРЮІ№Р§№ыЅПІоЈ¬ФЪФьПЯґ¦їЙККµ±ЅшРРРЮІ№ЎЈ ХжїХёРУ¦ВЇТ±Б¶є¬ВБЎўоСµДёЦ»тєПЅрК±Ј¬УЙУЪёЦТєµДФЛ¶ЇЈ¬Сх»ЇД¤УЙЦРСлПтЫбЫц±ЪФЛ¶ЇІўХіёЅУЪЫбЫцДЪ±ЪЈ¬ТФЦВК№±ЪєсІ»¶ПФцјУЎЈЧоЦХЅµµНБЛТ±Б¶µДµзР§ВКЎЈТтґЛЈ¬ГїВЇ¶јЗеіэЫбЫцДЪ±ЪХіёЅµДІРФьѕЯУРЦШТЄµДТвТеЎЈ ЎЎ |
ЎЎ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||